 图 1 熔覆层的宏观形貌
Fig.1 Macroscopic morphology of cladding layer
图 1 熔覆层的宏观形貌
Fig.1 Macroscopic morphology of cladding layer
Wang Yongdong,Zhang Yupeng,Zhang Ning,et al.Effect of Ni60A laser cladding process parameters on microstructure and properties of cladding layer[J].2021,(04):-.[doi:10.3969/j.issn.2095-7262.2021.04.009]

激光熔覆技术(Laser Cladding)是由Gnanamuthu在1974年申请的专利,是一种新型的材料表面改性技术[1]。激光熔覆是采用高能激光束在选定工件表面熔覆一层具有良好性能的熔覆材料形成涂层,从而达到提高工件表面硬度、耐磨性、耐蚀性的目的[2-3]。激光具有能量密度高、方向性好、单色性好的特点,激光熔覆具有加热速度和冷却速度都非常快的特点(102~106 K/s),对基材的热影响较小,稀释率低,涂层与基体形成冶金结合,涂层组织致密的特点[4-5]。
目前,激光熔覆材料主要以Ni基、Co基、Fe基合金粉末为主,粉末中含有脱氧和自熔作用的Si、B等合金元素,可以使涂层具有较好的工艺成形性[6-7]。镍属于铁三素(Fe、Co、Ni)之一,具有较好的耐腐蚀、耐高温、防锈等性能,镍基激光熔覆涂层具有良好的韧性、耐热性、抗氧化性、耐冲击性和良好的耐蚀性能。Ni60A 自熔性合金粉末广泛用于激光熔覆再制造技术,其熔覆涂层具有耐磨、耐蚀和抗氧化等良好的综合性能。用于零部件表面修复和预保护,可使其寿命比原先提高几倍乃至几十倍[8-9]。
笔者以35CrMnSi钢作为基材,Ni60A合金粉末作为熔覆材料,采用不同的激光功率和扫描速度进行熔覆,通过对熔覆涂层的稀释率、显微硬度、微观组织形貌进行分析,最终确定出一组最优的激光熔覆工艺参数,为后续对Ni60A基合金涂层的强化提供理论基础和技术支持。
1 实 验实验所用的基体材料是35CrMnSi钢,规格为100 mm×50 mm×10 mm,熔覆前对基体表面用砂轮机进行打磨,并用酒精清洗、烘干待用。熔覆材料为Ni60A合金粉末,粒度为74 μm。Ni60A 粉末化学成分见表1。
表1 Ni60A合金粉末的化学成分
Table 1 Chemical composition of Ni60A alloy powder
采用预涂法将Ni60A合金粉末均匀的涂在基体表面,厚度为1 mm。激光熔覆实验在YLS-3000型光纤激光器系统中进行,工艺参数见表2。其中,D为光斑直径、l为离焦量、P为激光功率、v为扫描速度。
表2 激光熔覆工艺参数
Table 2 Technological parameters of laser cladding
采用DX-2700B型X射线衍射仪(XRD)对熔覆层进行物相分析,扫描速度为4(°)/min,起始角度为10°,终止角度为90°,管电压40 kV,管电流30 mV。
稀释率是母材熔入的面积与熔覆层的横截面积之比,通常用稀释率来描述由于熔化的母材基体混入熔覆层内而引起的熔覆层内成分变化的程度。稀释率的计算公式为
d=(S2)/(S1+S2),
式中:d——稀释率,%;
S1——熔覆层的横截面面积,mm2;
S2——熔化的母材横截面面积,mm2。
采用Axio Lab.1蔡司高级金相显微镜观察熔覆层的金相组织形貌。HVST-1000型显微硬度计从涂层表面到母材依次打显微硬度。每处平行打3个点后取平均值,每两个点相距 0.25 mm。显微硬度计的载荷为 2.942 N,加载时间为15 s。
2 实验结果与分析2.1 熔覆层的宏观形貌图1是激光熔覆涂层的宏观形貌,从左至右依次对应第1组至第9组,由图1可以看出,9组涂层均成形性良好,表面光滑,没有产生明显的宏观裂纹或气孔。
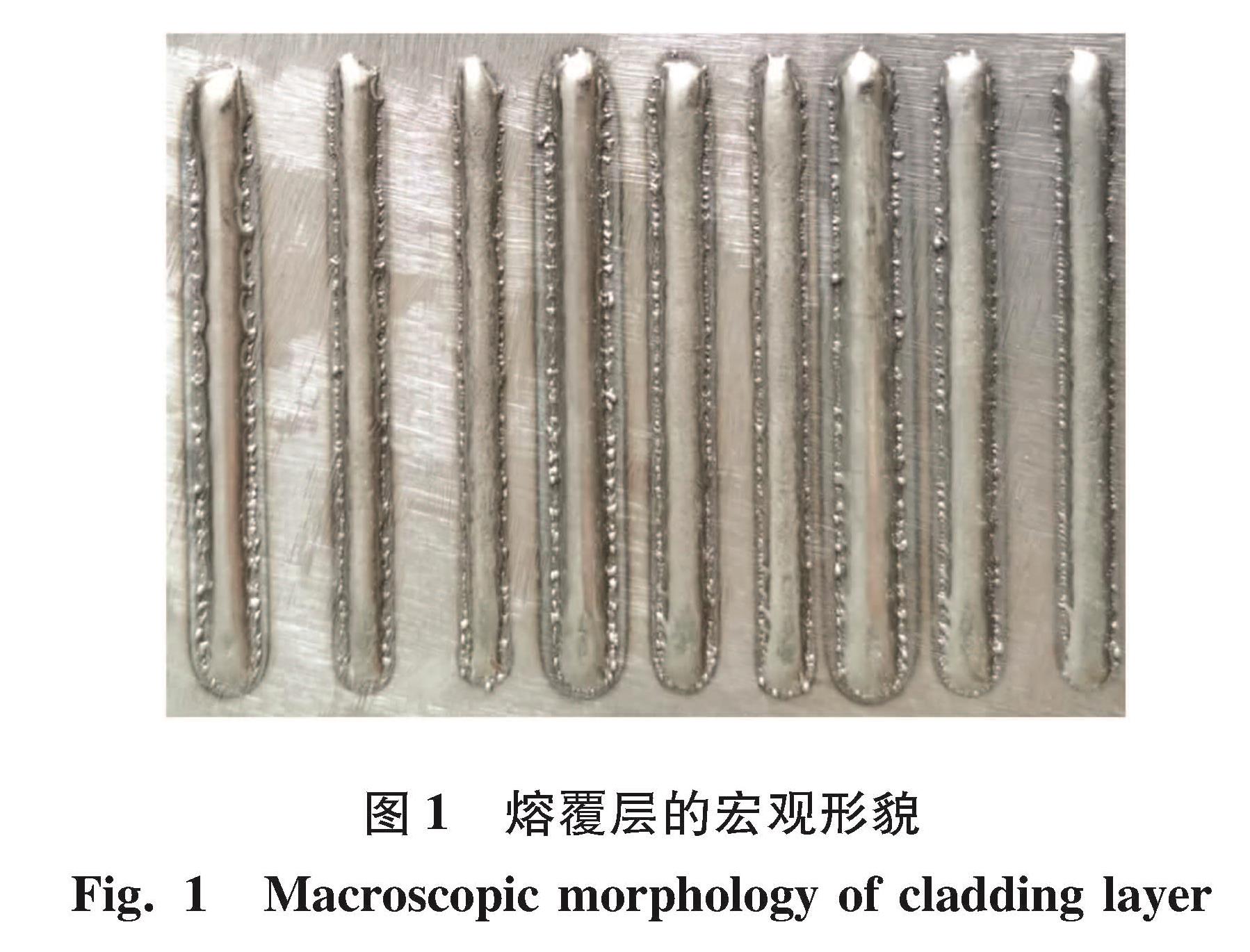
图1 熔覆层的宏观形貌
Fig.1 Macroscopic morphology of cladding layer
2.2 熔覆层的横截面形貌
图2~4为不同激光功率下熔覆层的横截面形貌,从图2~4可以看出,熔覆层与基体形成了一条光亮的熔合线,说明二者形成了良好的冶金结合。其中图2b、2c、3a、3c、4b均出现了明显的显微裂纹,原因可能是快速熔化和快速冷却的过程中熔覆层内部产生了很大的残余应力,导致显微裂纹的产生。另一原因是Cr元素的存在,导致熔覆层内生成含Cr元素的硬质相,硬质相不均匀分布,导致裂纹的产生。
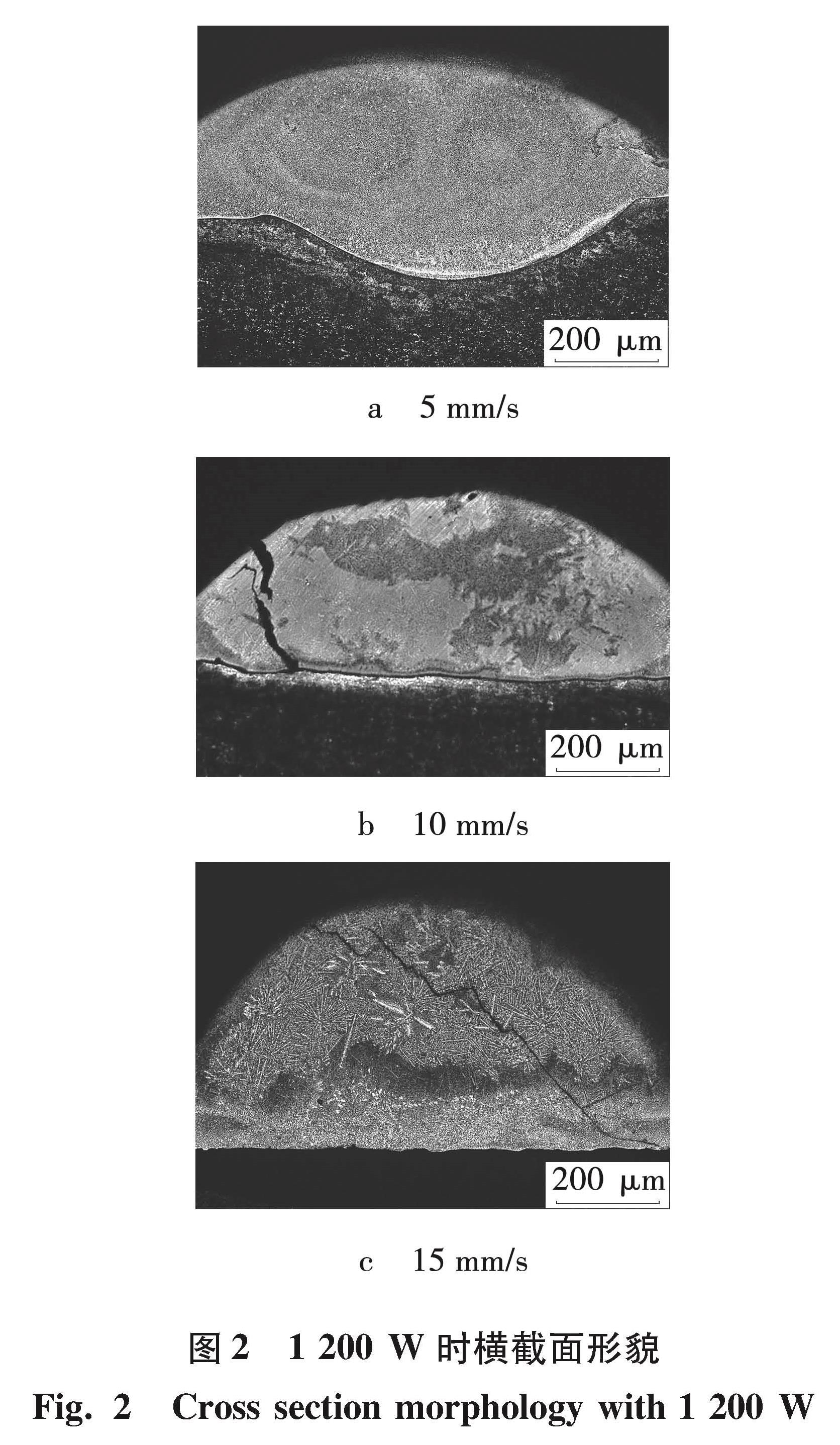
图2 1 200 W时横截面形貌
Fig.2 Cross section morphology with 1 200 W
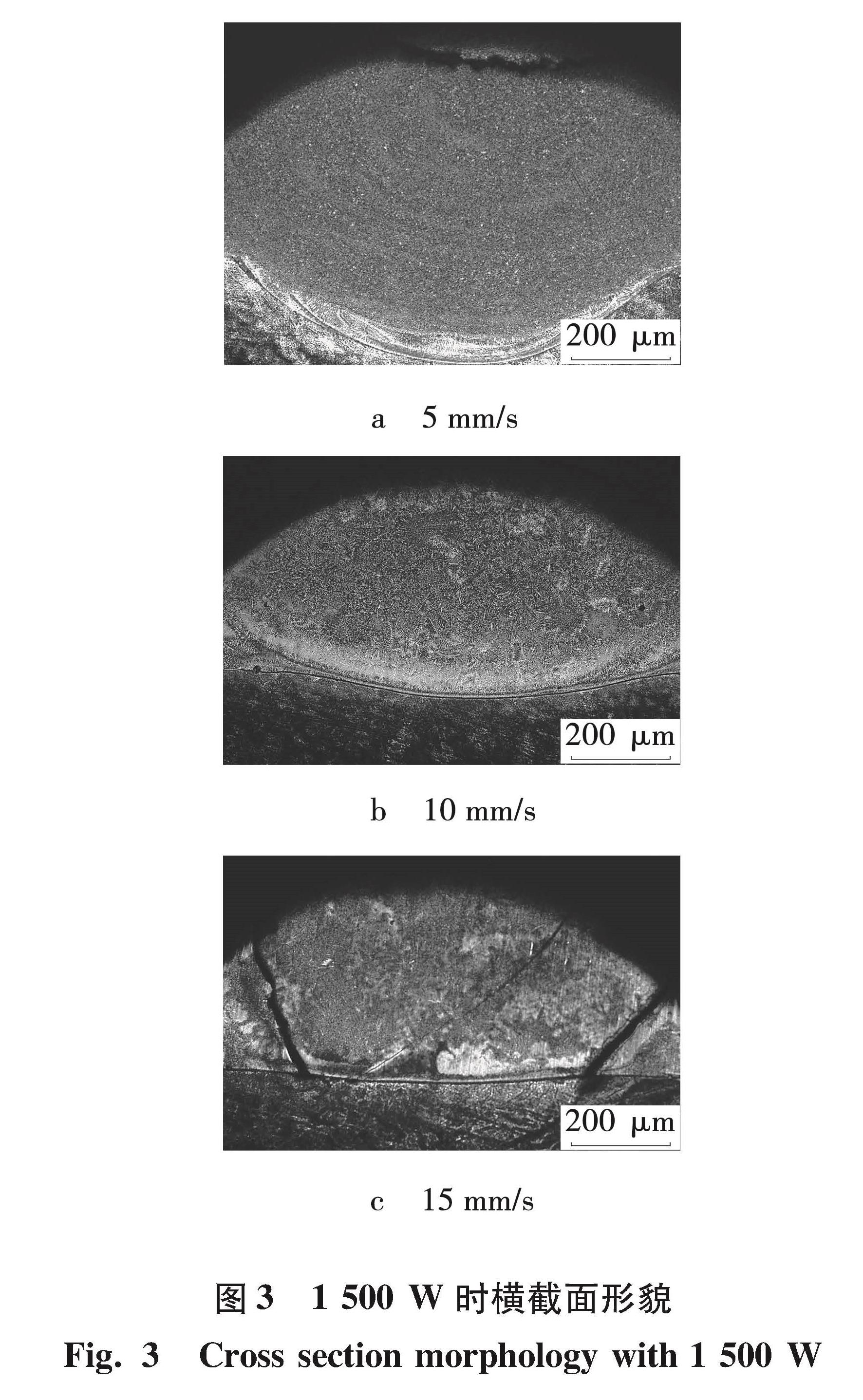
图3 1 500 W时横截面形貌
Fig.3 Cross section morphology with 1 500 W

图4 1 800 W时横截面形貌
Fig.4 Cross section morphology with 1 800 W
2.3 熔覆层的物相分析
图5为熔覆层的X射线衍射图,各熔覆层衍射图谱均出现了γ-Ni固溶体、Cr23C6和Cr2B相。虽然激光熔覆工艺参数发生变化,但是各个熔覆层生成的物相并没有发生变化,只有衍射峰强度发生改变,其原因是不同扫描速度下晶面的取向不同导致衍射峰的峰值略有不同。
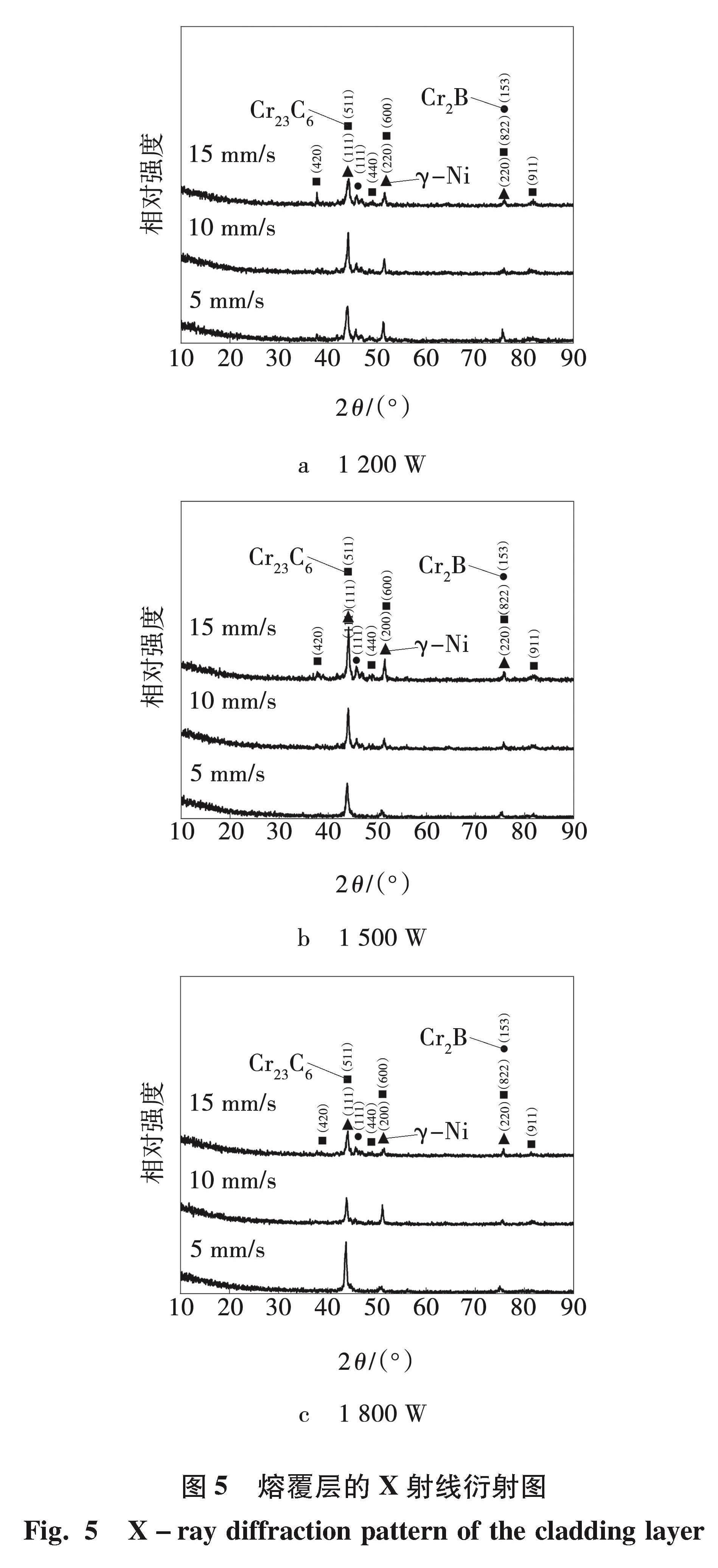
图5 熔覆层的X射线衍射图
Fig.5 X-ray diffraction pattern of the cladding layer
2.4 不同工艺参数下的稀释率
表3为稀释率的计算数据,其中,b为熔宽,h为熔高,h1为熔深。根据式(1)和文献[10]最终计算得到熔覆层的稀释率。在相同的扫描速度下,随着激光功率的增加,熔合区的深度呈现出越来越深的趋势,熔覆层的高度呈现出先降低后增加的趋势,熔覆层的宽度呈现出越来越宽的趋势; 除去扫描速度为5 mm/s的3组,其余基本满足在扫描速度不变的情况下,随着激光功率的增加稀释率也呈现出增加的趋势,扫描速度为5 mm/s时,3组激光功率的稀释率都很大,这主要是受扫描速度太低的影响。从激光功率为1 200 W和1 500 W的6组可以看出,扫描速度对稀释率的影响很大,而1 800 W的3组,即使扫描速度达到15 mm/s,稀释率也不是特别低,这主要是因为激光功率过大,被熔化的母材过多所造成的。稀释率最小的工艺参数为激光功率1 500 W,扫描速度10 mm/s,稀释率为7.15%。
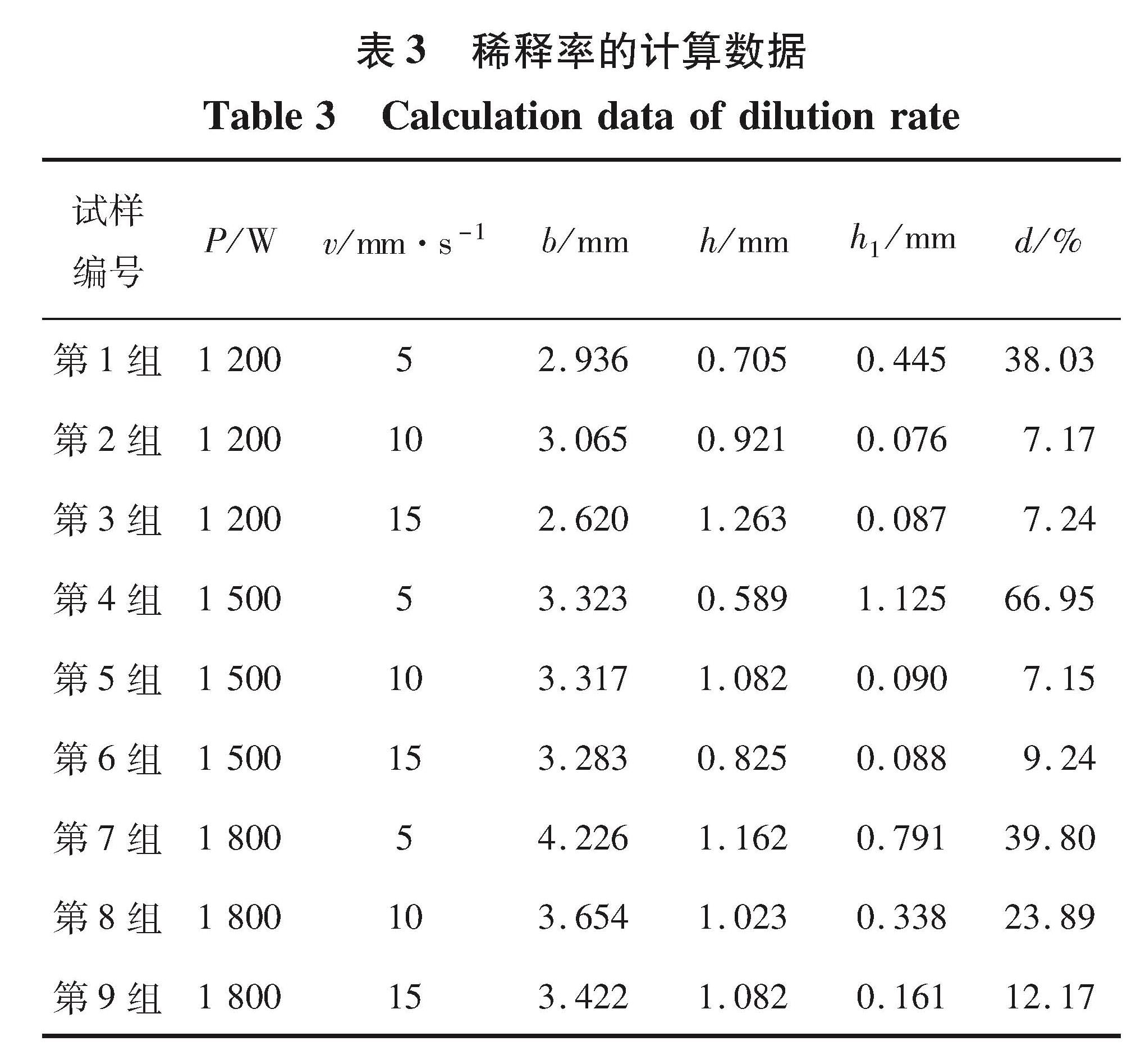
表3 稀释率的计算数据
Table 3 Calculation data of dilution rate
2.5 熔覆层的显微组织
图6~8是不同功率下熔覆层在500倍蔡司高级金相显微镜下的金相组织照片。整体来看,9组工艺参数下熔覆层的金相组织都为枝晶态,但枝晶间距差别较大。
当激光扫描速度为5 mm/s时,1 200 W和1 500 W功率下的熔覆层没有形成长条状的枝晶,其组织形态为短棒状的枝晶,1 800 W功率下的熔覆层形成了少部分长条状的枝晶,但是其主要形态依然为短棒状的枝晶。当激光扫描速度为10 mm/s时,1 200 W和1 500 W功率下的熔覆层出现了长条状的枝晶,且1 500 W功率下出现了网状结构,在网状结构的上方覆盖着亮白色的颗粒相。1 800 W功率下的熔覆层由短小的树枝晶组成。当激光扫描速度为15 mm/s时,1 800 W功率下的熔覆层出现了网状结构,但是附着在上面的白色颗粒相没有1 500 W功率下的密集。在相同的扫描速度下,随着
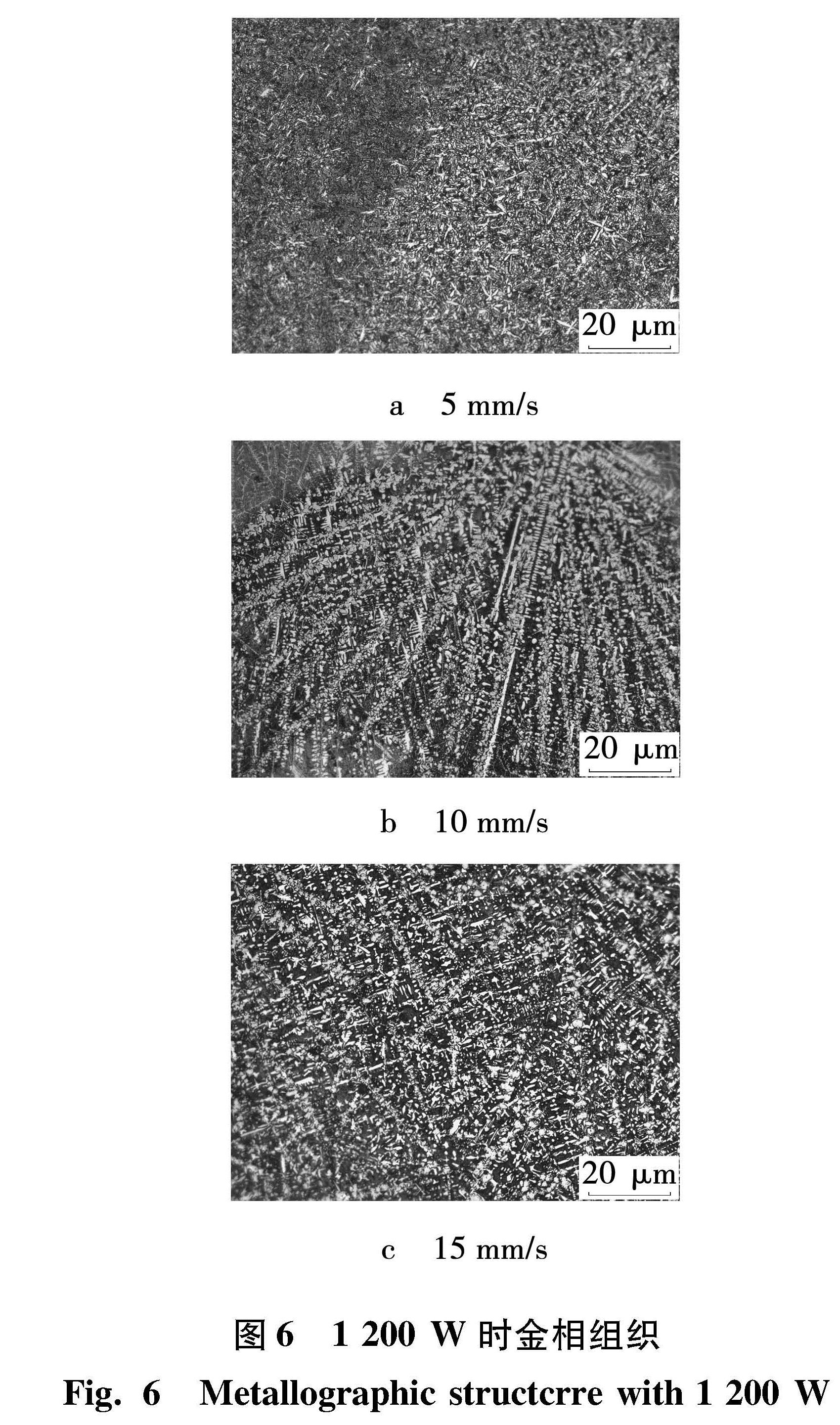
图6 1 200 W时金相组织
Fig.6 Metallographic structcrre with 1 200 W
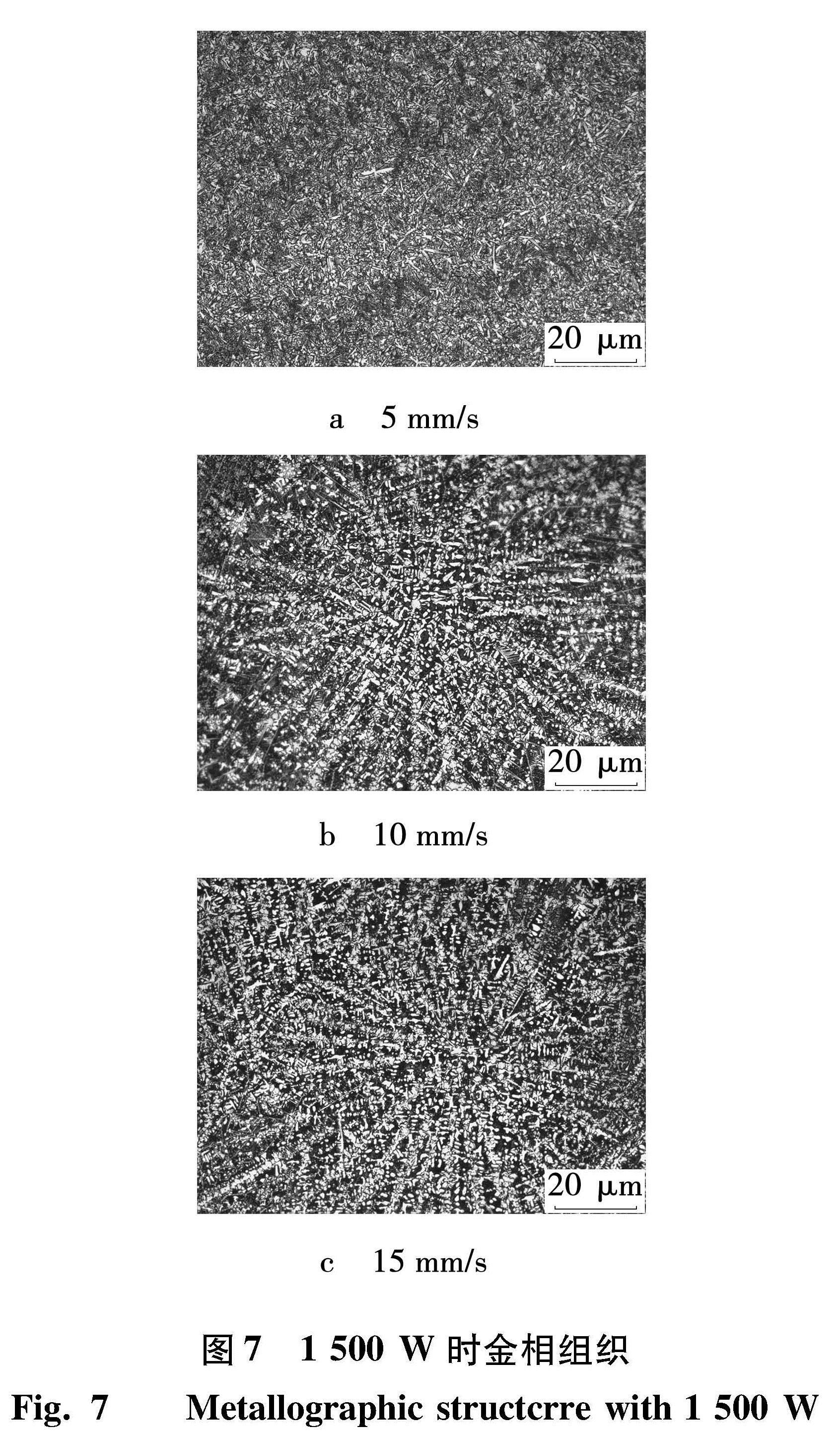
图7 1 500 W时金相组织
Fig.7 Metallographic structcrre with 1 500 W

图8 1 800 W时金相组织
Fig.8 Metallographic structcrre with 1 800 W
激光功率的增大,晶粒尺寸也增大,其原因是激光功率越大,热输入也就越大,导致冷却速度慢,过冷度小,晶粒容易长大。在激光功率相同的时候扫描速度越大,其冷却速度越快,所以过冷度越大,导致枝晶间距减小。从9组图片中也可以明显看出,激光功率1 500 W,扫描速度10 mm/s工艺参数下的金相组织图片枝晶排布最密集,生成的亮白色颗粒相也最多。
2.6 熔覆层的显微硬度图9为9种不同工艺参数下熔覆层的显微硬度曲线,记至涂层表面的距离为l。由实验数据可知,熔覆层的显微硬度都比基体的显微硬度高。扫描速度为5 mm/s时,3种激光功率下的熔覆层都出现结合区的显微硬度高于熔覆层的现象,分析其原因为,5 mm/s的扫描速度太慢,在激光熔覆的过程中熔覆层和基体之间的元素进行了充分的相互扩散,导致结合区的固溶强化效果增强,从而使结合区的显微硬度大幅提升。在激光功率为1 800 W、扫描速度为10 mm/s的工艺参数下也出现了这种现象,分析认为,在激光功率为1 800 W的条件下,扫描速度的影响程度减小,激光功率起主导作用,熔覆层与基体之间元素相互扩散的程度随功率的升高而提高,导致结合区的显微硬度高于熔覆层的现象发生。熔覆层的最高显微硬度为9.96 GPa,是基体的3倍,其工艺参数为激光功率1 500 W,扫描速度10 mm/s。熔覆层的基体主要为γ-Ni,在基体中固溶了Cr、B、Si等元素,起到了固溶强化的效果,在熔覆过程中也会有Cr23C6、Cr2B、等硬质相的生成,会显著的提高熔覆层的显微硬度。
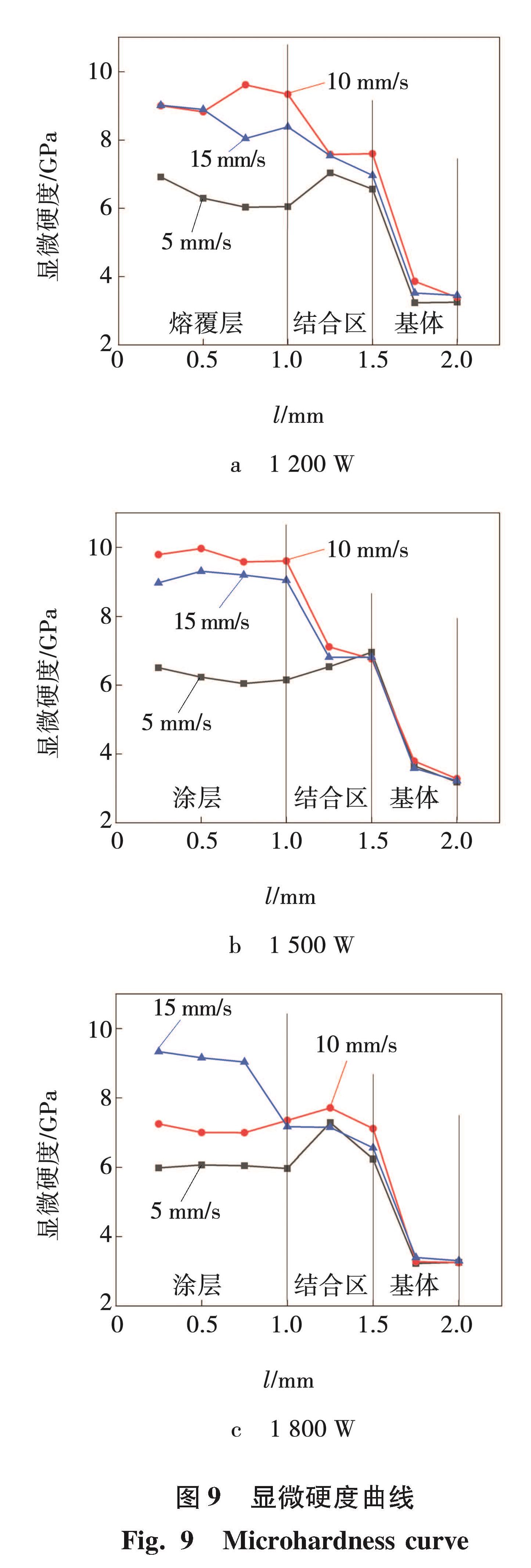
图9 显微硬度曲线
Fig.9 Microhardness curve
3 结 论
(1)采用激光熔覆技术制备不同工艺参数下的熔覆层,宏观形貌没有产生明显的裂纹和气孔,但熔覆层的内部有几组形成了显微裂纹。测量熔覆层的熔高、熔深和熔宽,计算得到熔覆层的稀释率,在相同的扫描速度下,随着激光功率的增加,稀释率也变大,其中稀释率最小为7.15%。
(2)通过XRD分析表明,熔覆层的物相都由γ-Ni,Cr23C6和Cr2B组成。组织形貌都为枝晶态,整体来看枝晶都很细小,但是激光工艺参数不同枝晶间距大小有所差异。
(3)显微硬度测试结果表明,熔覆层的硬度相对于基体都有了较大程度的改善,其中最高的显微硬度为9.96 GPa,是基体显微硬度的3倍。
(4)激光功率为1 500 W、扫描速度为10 mm/s的激光熔覆工艺参数所获得的效果最佳。熔覆层内部没有产生显微裂纹,稀释率最小为7.15%,枝晶连贯性良好且枝晶间距也较小,其熔覆层的显微硬度也最高。
- [1] Gnanamuthu D S. Cladding[P]. America, US3952180A, 1976-04-20.
- [2] 曾晓雁, 吴懿平. 表面工程学[M]. 北京: 机械工业出版社, 2001.
- [3] Hao Y B,Wang J,Yang P, et al. Research on Microstructure and Properties of Laser Cladding Tin-based Babbitt Alloy [J/OL]. Chinese Journal of Lasers, 2020, 47(8): 0802009.
- [4] 张津超, 石世宏, 龚燕琪, 等.激光熔覆技术研究进展[J]. 表面技术, 2020, 49(10): 1-11.
- [5] 常 成, 刘建永, 杨 伟, 等. 激光熔覆技术及其在汽车工业中的应用[J]. 湖北汽车工业学院学报, 2016, 30(2): 49-53.
- [6] Lee J, Kitagawa Y, Nakanishi T, et al. Passivation behavior of type-316L stainless steel in the presence of hydrogen sulfide ions generated from a local anion generating system[J]. Electrochimica Acta, 2016, 220: 304-311.
- [7] Lei X, Cao H, Liu H, et al. Study on laser cladding remanufacturing process with FeCrNiCu alloy powder fothin-wall impeller blade[J]. International Journal of Advanced Manufacturing Technology, 2017, 90(5/8): 1383-1392.
- [8] Xu G, Kutsuna M, Liu Z, et al. Characteristics of Ni-based coating layer formed by laser and plasma cladding processes[J]. Materials Science & Engineering A, 2012, 417(1): 63-72.
- [9] Zhang J, Yu H U, Tan X J, et al. Microstructure and high temperature tribological behavior of cladding Ni60A alloys coatings on 45 steel substrate[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(5): 1525-1532.
- [10] 孟君晟. 氩弧熔覆TiB2+TiN/Ni涂层的微观结构与摩擦学行为[D]. 哈尔滨: 哈尔滨理工大学, 2016.